On the advantages of separating the profilemetry of infield oil pipelines into a separate business process for oil producing companies
The initial stage of pipeline in-line inspections consists in passing the caliber pig with deformable measuring discs with diameters of 70% and 85% of the outer diameter of the pipeline. For infield pipelines with a diameter of 89 to 325 mm, a typical situation is when the 85% graduated disc on the caliber pig is deformed after the pig is passed through the pipeline (see Fig. 1).

Fig. 1. Jamming of the 85% gauging pig SKT-150 after the passage of a 5.5 km long 159x6 mm oil pipeline.
The presence of deformations of the calibration discs on the gauging pig signals that there are restrictions in the pipeline that can damage the sensors of the inspection tool. In the most pessimistic scenario, the presence of critical bore can lead to a stuck inspection tool, stopping pumping through the pipeline for a significant period.
Analysis of jams and damage to the gauging pig discs rarely gives complete information about the nature of the bore. Moreover, the pig-gauge cannot give any information about the distance at which these bore are in the pipeline. To determine the nature of each constriction, its dimensions and distance from the launch chamber or from the marker point, it is necessary to skip the inline caliper (see Fig. 2).

Fig. 2. In-line profile gauge PVM-6-159 after passing through a 5.5 km long 159x6 mm oil pipeline
Just like all people have unique fingerprints, so any pipeline has its own unique profile of minimal bore (see Fig. 3). Having received it, we can talk about the possibility of conducting an internal inspection with an inspection tool or formulate technical requirements for an inspection tool for a given pipeline.
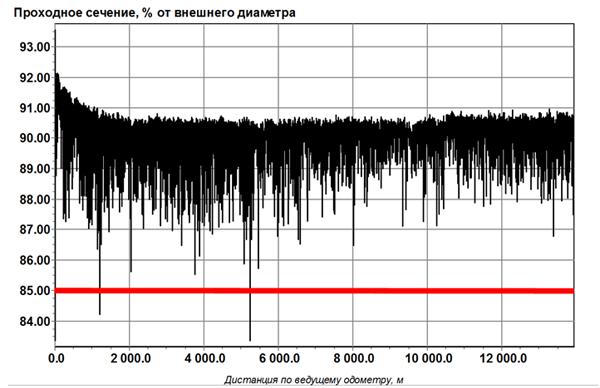
Fig. 3. Narrow profile of a 219x8 pipeline with a length of 14.9 km with several bore less than 85% of D out .
There are often situations when, after running the caliper, it turns out that VTD will not be able to be carried out in a specific area as planned due to the need to eliminate narrowings impassable by the inspection pig.
In most cases, when, after skipping the caliper, it turns out that the pipeline is impassable for an inspection tool (see Fig. 4), complex and expensive equipment, including an in-line inspection tool, mobilized to the object, is taken out after two weeks of inactivity without performing any one run.
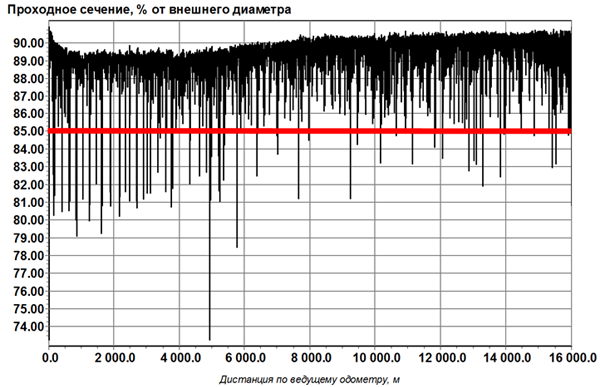
Fig. 4. Narrow profile of a 168x8 pipeline 16 km long with multiple contractions less than 85% of D out .
On the one hand, the pipeline operator that ordered the HTD may not pay anything to the contractor who brought the in-line inspection tool to the facility but was unable to perform the inspections. But on the other hand, the pipeline operator, as the end consumer of the service, still pays for everything. Contractors simply include the risks of useless mobilization on facilities unprepared for VTD in their prices. Therefore, for pipeline operators, useless equipment mobilization is also disadvantageous. After all, the average annual cost of pipeline inspection will increase with the number of cases of useless mobilization. Or the share of pipelines not covered by inspections for a specific division of the oil company will increase.
Therefore, it looks like a logical scenario in which the operator plans and organizes the calibration and profiling of the pipeline section ahead of the scheduled in-line inspections.
If there is a sufficient time interval between profilometry and VTD, then the operator has enough time to repair several detected narrowings in a planned, rather than emergency mode.
Skipping an inline caliper is rarely unsuccessful in terms of collecting information about the site, due to the high throughput and reliability of the calipers. Practice shows that a caliper brought to the site is very likely to be passed through the pipeline and collect the necessary information about geometry and contractions, so such work is easy to plan.
The cost of profilometry is significantly less than the cost of magnetic or ultrasound inspections. In addition, the interpretation of profilometry data is much easier, more reliable and more intuitive than the interpretation of data collected by a magnetic or ultrasonic inspection tool. The technical specialists of the pipeline operator are quite capable of independently conducting the caliper runs and performing express analysis of the recorded data in the specialized computer program supplied with the caliper (see Fig. 5). And this is quite enough to identify the places of repairs before carrying out the HTD.
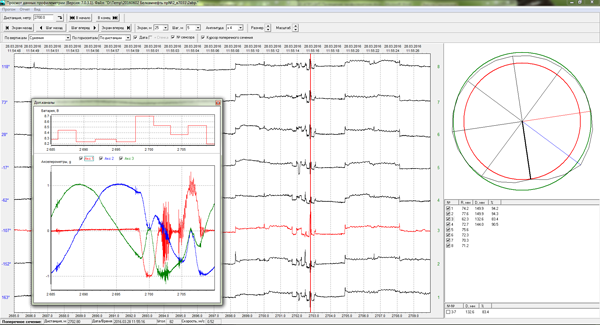
Fig. 5. Visualization program for PVM caliper data.
Perhaps the specialist will object that the preliminary profiling does not exclude its repeated performance just before the launch of the inspection tool, and in fact, profiling of each pipeline will have to be performed twice. Indeed, most of the inspection teams bring not only their own inspection tool, but also their caliper. This is necessary because all inspection pigs have their own characteristics and weaknesses. Therefore, only the profiling data collected by their caliper and analyzed by their specialists will give the contractor complete confidence in the safe passage of their inspection tool.
But at the same time, in the overwhelming majority of cases during calibration and profiling by an independent contractor or specialists of the pipeline operator on their own, objective data on the suitability of the pipeline section will be revealed to VTD. For example, if during profilometry of the pipeline being inspected for the first time, several narrowings up to 80% of the outer diameter (or more serious) are detected due to the poor quality of the circumferential welds, then in any case, these places must be repaired before conducting the VTD with a magnetic or ultrasonic inspection tool.
In this scenario, the likelihood of useless mobilization of complex inspection pigs is significantly reduced, and the likelihood of completing the planned amount of work on time increases. This generally reduces overall pipeline maintenance costs.
It should be noted that the proposal to separate profilemetry and VTD is especially relevant for infield pipelines of small diameter (from 114 to 325 mm).
Indeed, in almost all trunk pipelines, VTD has already been performed (in many, even 3-5 times). Therefore, it makes sense to perform a separate pass of the caliper along the main pipelines only to obtain any specific information (ground movement, pipeline surfacing, XYZ mapping, etc.).
And in-field and in-field pipelines, in-line inspections are just beginning to be introduced. There are many pipelines in which an in-line inspection has not been performed yet. At the same time, due to objective reasons, many dangerous corrosion defects have accumulated in such pipelines. This invariably increases the risk of accidents (see Fig. 6). In fact, there are already very bad statistics on accidents, although they are usually not disclosed.

Fig. 6. Corrosion defects in infield pipelines often lead to oil spills.
The following circumstances should also be noted. On the one hand, the absolute dimensions of typical defects in the geometry of pipelines, such as sagging of the weld root or mismatch of edges, practically do not depend on the pipe diameter, but depend primarily on the pipeline wall thickness. On the other hand, from the point of view of the permeability of inspection pigs, it is not the absolute but the relative dimensions of the geometric defects of the pipelines that matter. That is, the ratio of the size of the defect to the diameter of the pipe is important to check the permeability of the pipeline with an inspection tool. After all, inspection pigs are designed and manufactured in such a way as to pass the narrowings, the relative size of which does not exceed 10% -15% of the outer diameter of the pipe. In the technical specifications, they write that the inspection pig goes through narrowing up to 85% (or up to 90%) of the outer diameter of the pipeline.
For example, if a 530x8 mm pipeline has a "sagging of the weld root" type with a characteristic size (depth) of 10 mm, then at this point the relative narrowing (taking into account the nominal wall thickness of the pipeline) will be only 95%. Indeed: (530-2x8-10) / 530 = 504/530 = 0.95 Exactly the same defect, but in the 114x8 pipeline, will give a relative narrowing of 77%. Indeed: (114-2x8-10) / 114 = 88/114 = 0.77. Such a place will already be impassable for most magnetic and ultrasonic flaw detectors. Without eliminating this defect in the 114x8 pipeline, it will be at least very risky to appoint an HTD.
The statement that there are fewer geometry defects in small-diameter pipelines is fundamentally wrong. As practice shows, there are even more significant defects in welded seams in small pipelines, and the size of the defects themselves is not less than in main pipelines. Probably, this state of geometry defects is influenced by the attitude to the quality of welded work on small-diameter pipelines. Until now, the prevailing opinion is that it is quite acceptable to have a low quality of construction work on small pipelines, because the risks and losses on such a pipeline are much lower than on any main pipeline. Indeed, the length and volume of pumped oil from any infield oil pipeline is much less than that of a main pipeline.
But the problem is that there are a lot of short infield oil pipelines and condensate pipelines in our country. And each barrel of oil, which then passes through the long main oil pipeline, initially passes through one of the short infield pipelines. Moreover, as a rule, it takes place in an unprepared form, not purified from water, salts and acids. Therefore, objectively, the condition of the walls of infield pipelines is much worse than that of main pipelines.
As a result, it turns out that any oil company has many potentially emergency pipelines. Yes, each of the accidents on a small diameter pipeline causes less environmental and reputational damage. But in total these accidents cause possibly more damage than accidents on all main pipelines. Especially when you consider that accidents on main pipelines over the past two decades have been largely under control.
Due to the established approach to the laying and maintenance of infield pipelines as secondary, their quality was and, unfortunately, still remains poor in comparison with the main pipelines. The multitude of small, often concealed accidents pose a great threat and are therefore a serious problem for national development.
Therefore, the state is constantly increasing pressure and tightening the responsibility of oil companies for accidents on oil pipelines . Oil producing companies have to introduce and expand in-line inspections of pipelines, also small diameter, in order to reduce reputation and economic losses.
In such conditions, preliminary profiling of in-field pipelines separately from in-line inspections by small specialized companies or the pipeline operator's own technical specialists is the best solution to the problem of minimizing costs for oil companies.
Also, the separation of profilometry into a separate business process will demonstrate not only the environmental, but also the social responsibility of the oil company or its individual divisions. After all, performing high-quality profilometry is a task that is feasible not only for large inspection centers, most of which de facto are still representative offices of foreign companies. Profilemetry services can be provided by small Russian companies and even individual entrepreneurs.
Thus, profilometry of many infield pipelines can be implemented in practice in a fairly short time by the efforts of not only large companies, but also small and medium-sized businesses in Russia, which, on a tender basis, can provide high-tech services in demand from oil companies.
As a result of the separation of calibration and profiling of infield pipelines into a separate business process and the development of the market for such services, both the state will benefit (creation of high-tech jobs), and nature (reducing oil spills), and oil producing companies (reducing overall costs, increasing reputation for environmental and social responsibility), as well as research and production enterprises (increasing sales, the ability to invest in the development of sophisticated Russian-made inline equipment).